Manufacture of spherical rubber products and hollow o-ring products
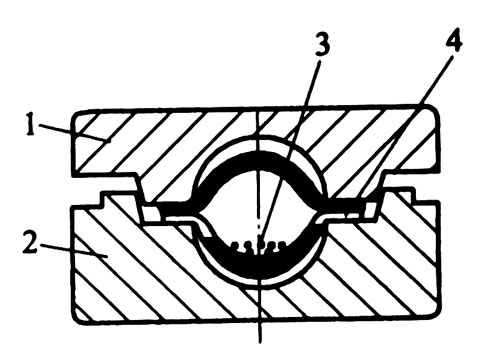
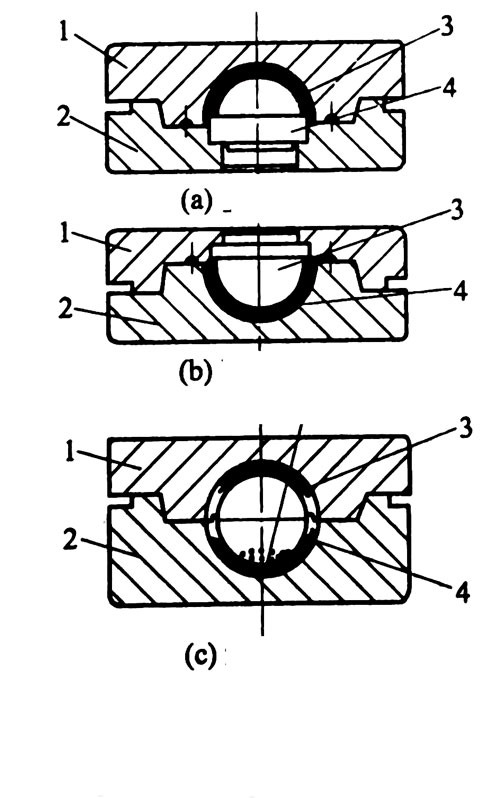
Spherical rubber products should consider the wall thickness of the product and the hardness of the rubber when designing the mold, and pay attention to the sealing and bonding method at the interface of the semi-finished product. The mold structure and method have the primary molding method and the secondary molding method shown in the figure.
The molding process speed is fast. When the foaming agent and a small amount of talcum powder are added, the mold is clamped as soon as possible, and quickly fed into the flat plate machine for pressure vulcanization, so that the interface is preferentially combined and in a closed sealed state. After the rubber material is transferred, the foaming agent is decomposed, and the gas is released to promote the compression molding of the rubber compound. The use of a one-shot vulcanization method has advantages and disadvantages, the molding process is simple, and the cost is low, but the product is liable to cause uneven thickness and difficulty in controlling the foaming dose. With the secondary molding method, the wall thickness of the product is uniform but the speed is slow and the cost is high. The interface needs to be bonded with an adhesive before vulcanization and then re-vulcanized into the mold.
It is required to be in a semi-vulcanized state during vulcanization, which is difficult. In the same way, for the hollow o-ring forming process, the interface is very important. The ends of the interface before vulcanization are cut into 45° oblique mouths, and the appropriate amount of foaming agent and appropriate amount of talcum powder are placed, and the ends are bonded to the benzene and placed in the cavity. Medium-mold vulcanization, also known as primary vulcanization, requires semi-finished products to be formed by extruders.
The spherical medium-porosity product foaming agent and compounding agent are as follows: sodium nitrite and ammonium chloride are mixed in an equimolar amount as a foaming agent, dissolved into a liquid or punched into a tablet, injected into a ball after molding, and vulcanized. When the foaming agent is heated, the gas is released, so that the ball has a certain internal pressure, which promotes the vulcanization and setting of the semi-finished product.
Several other methods of making a mesoporous rubber O-ring.
1 In the pre-formed hose, ammonium bicarbonate is pre-discharged and then vulcanized in the cavity of the mold to promote volume expansion. The internal pressure is difficult to control, resulting in blasting of the product, and the yield is low.
2 Put the pre-formed hose into the mold cavity, and fill it with air vulcanization. The time is not easy to control, it is easy to cause sulfur and defects, and the quality is unstable.
3 Using a vulcanized hose, according to the required length, the two ends are bonded by bonding method (commonly known as the mating method). Since the bonding area is too small, the bonding strength is too low, and the product quality is not good.
4 Improve the compound formula, make the surface of the extruded semi-finished hose flat and firm, and then calculate the required length according to 6% shrinkage, and cut the ends into 45° or 60. The bevel is prepared by dissolving the semi-finished rubber in ethyl acetate in a ratio of 1:10 to form a bonding paste. The two ends of the coating are applied. After the vulcanization liquid is volatilized, the two ends are overlapped, and then vulcanized by an oven or a vulcanization can be hollow. O-rings (commonly known as raw joints), the quality of products is stable.