Type of rubber injection machine
According to the relative position of the injection device and the clamping device, it can be divided into vertical and horizontal; according to the different transmission modes, it can be divided into hydraulic and mechanical; according to the number of working stations, it can be divided into single mode and multiple mode. The most common classification method is classified according to structure type, including screw type, plunger type, reciprocating screw and screw pre-plastic plunger type.
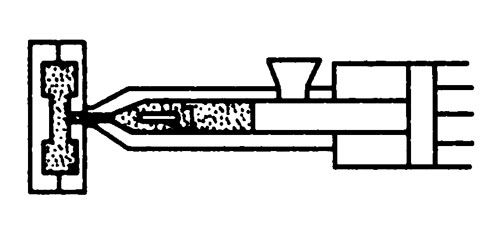
Screw injection machine 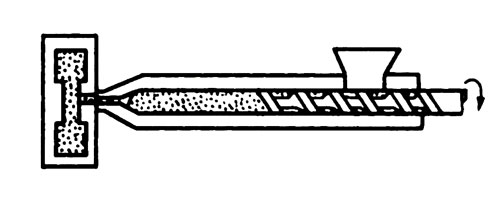
Plunger injection machine 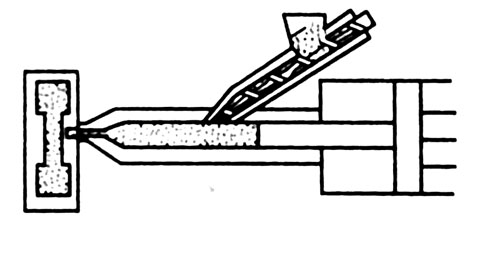
Reciprocating screw injection machine 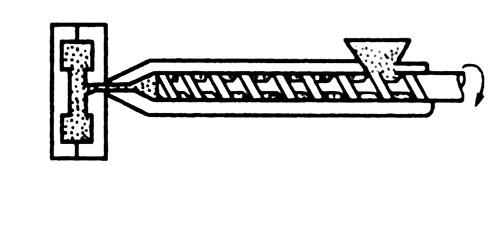
Screw embolization machine
The screw type injection machine is actually an extruder with a mold. It can only produce soft rubber products with simple shape and good fluidity. The injection pressure is small, 20~30MPa; the advantage of the plunger type injection machine is The utility model has the advantages of simple structure, convenient manufacture, large injection pressure, the highest sputum up to 200 MPa, the injection speed is fast, about 10 m/s, the filling time is short, and the filling can be performed between 5 and 30 s, and the disadvantage is that it cannot supplement the mixing effect. , the degree of plasticization is low, and the uniformity of the rubber is poor;
The reciprocating screw type injection machine combines the advantages of the above two methods. The rubber compound is subjected to strong shearing and plasticizing action in the screw, and the rubber compound has good uniformity. However, the disadvantage is that the structure of the device is complicated and expensive, and the injection pressure is lower than that of the plunger type, which is about 150 to 170 MPa.
The structural feature of the screw pre-molded plunger is to separate the pre-molded and injected two-part structure. The screw is used for plasticization and the plunger is used to complete the injection process. It is characterized by increasing the amount of pressure injection and controlling the process conditions in the plasticizing and injection molding stages. As the injection pressure is increased, the temperature at which the compound enters the cavity from the nozzle is also increased, thereby shortening the vulcanization time and reducing the risk of scorching of the compound in the barrel.